
详细介绍
齿轮加工的方案总是在不断的移风易俗,这次咱们又发现了不少值得一看的事例,从全体磨削、到大型工件夹持,都有所触及,一起来看看:
齿轮磨削作为加工流程中的重要工序,不一样的齿轮都或许面临着不同的加工挑选。
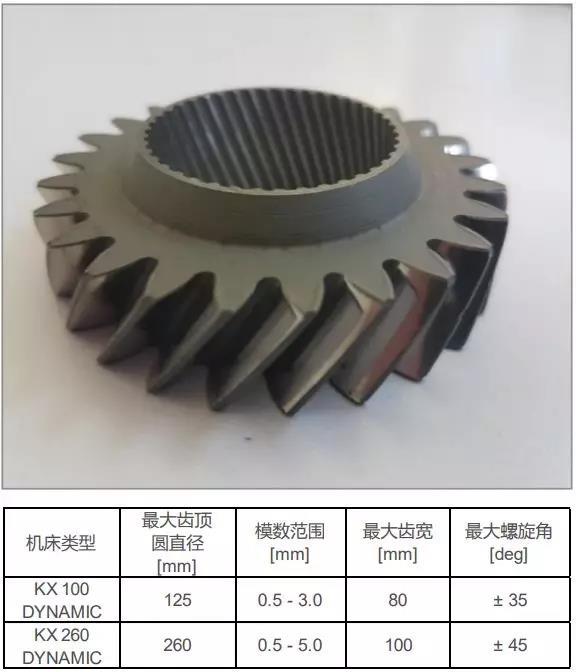
加工思路:运用可修整刀具进行展成磨削,两个可笔直移动的工件轴安装在可滚动的立柱上;在磨削加工一个工件的一起,别的一个工件轴将对加工完的工件进行下料,以及对一个未加工的工件进行上料。


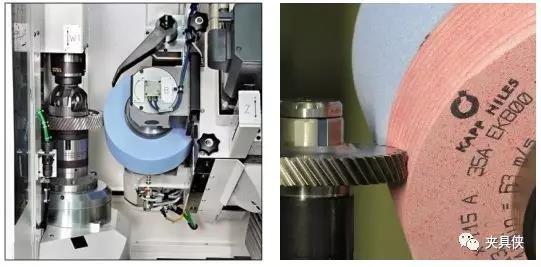
加工思路:相同运用可修整刀具进行展成磨削,装备两个相同的工件轴,相敌对设置在旋转工作台的两头;在磨削加工一个工件的一起, 别的一个工件轴可同步完结另一个工件的下料、上料以及对中校准。

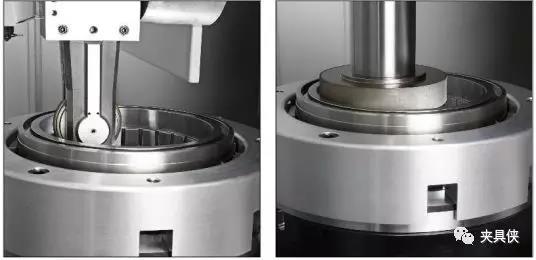
加工思路:运用一体化的修整设备和齿轮丈量体系,环式主动上料设备,运用辅佐轴完结砂轮外径与磨削加工使命的匹配。


加工思路:选用可修整刀具进行展成磨削或免修整 CBN 刀具进行成型磨削。


加工思路:简化加工流程, 运用一次装夹夹具完结齿廓、内孔和端面的磨削加工。
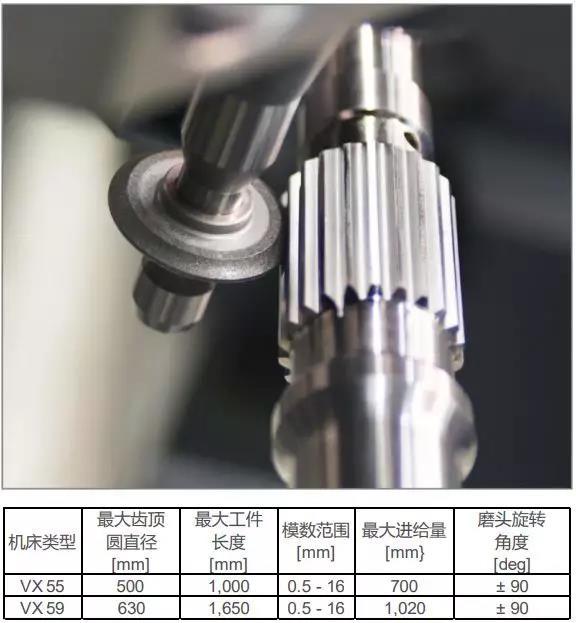
加工思路:关于航天航空等高精要求齿轮,通常用根据模块化规划的磨齿机床出产,成型磨削外齿齿形,带有齿形修整设备。

一般齿轮的夹持方案我们或许都现已比较了解,但其实大型齿轮的需求也不断在添加,它的夹持思路应该是:
模块化、快换式的夹具解决方案关于简直每种齿轮出产都能运用,在工件替换速度、可靠性都是前进。并且选用模块化概念,对零件、硬件的需求甚少,可最大极限地削减对刀具的使用。

大型齿轮需求量的添加标明,分量达2吨的孔类零件的加工的需求量很大。下面这种蝶形胀大夹具依照主动装料规划,在大中批量工件的出产中效益不错。蝶形胀大夹具的要害点在于它可以对工件进行主动定心。

在夹紧时,在定心进程完结之前夹具不会对工件施加轴向夹紧力。这种定心和夹紧动作分隔可使得重型工件(分量高达2吨)的定心精度差错<30 μm。

传统加工中,大型工件的预对中需花费适当的时刻和精力,操作人员用铝锤慢慢地把工件在定位环上对准,进行细小的增量调整。蝶形夹具则相反,工件先在一个垫环上预对中,并在之后的夹紧工位主动定心,能节省高达70% 的工件换型时刻。
同源共创 形式改造 华天软件皇冠CAD(CrownCAD)2025新品发布会满意举办
上海世界嵌入式展暨大会(embedded world China )与多家世界闻名项目达到协作
史上初次,群众总算熬不住敞开40亿降本方案!关3个工厂,裁人万名...
 联系我们
下载淘金网
总部地址:江阴市澄江镇东定路65号
联系我们
下载淘金网
总部地址:江阴市澄江镇东定路65号

