
轴承钢原资料一般为长棒料或盘料(小直径圆钢),轴承套圈铸造前都必须先堵截成单个的毛坯料段再进行后续加工。下料的质量和生产率影响锻件的质量、本钱及资料使用率,关于后续车加I也存在必定的影响。
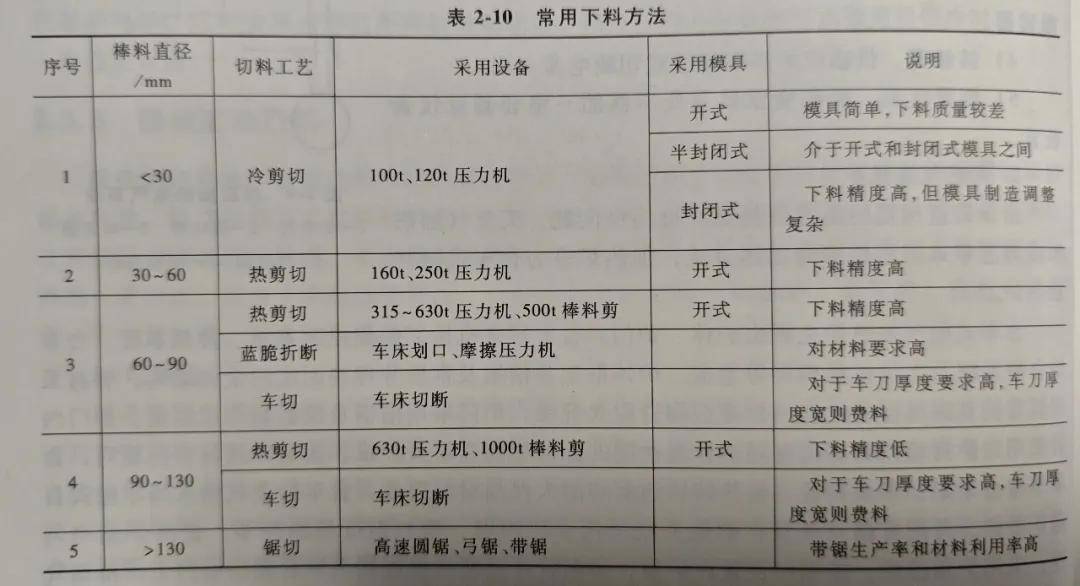
当时选用的下料办法有剪切(分热剪切和冷剪切)下料、车切下料、蓝脆折断、锯切下料等,见表2-10。以往重大型轴承套圈还有热剁切下料法,因为能耗高,资料使用率低现在现已筛选。热铸造以热剪切下料为主,关于一些尺度大的套圈,因为用料多,加热时刻长,需先在常温下料后再加热铸造。下料设备大都用压力机,也有剪床、车床、锯床或许汽锤。

1)、热剪切:用于轴承套圈锻件的钢材绝大大都为热轧未退火棒料,内部为热轧安排,强度和硬度高,大都都选用热剪切下料工艺。
热剪切下料分量根本精确,料段较为规整,能满意铸造工艺技术要求;下料设备常见,生产率高,是当时行业界较好的无切屑下料办法。
热切前钢材需加热,一般加热温度为700~900℃,也可加热到铸造温度(1050~1110℃)。确认详细加热温度时应考虑钢材直径巨细、车间现有下料设备的吨位、铸造时刻与毛坯冷却速度等要素。
2)、冷剪切:冷剪切选用的原资料为退火或软化退火后的轴承钢棒料,退火资料本钱高于热轧未退火棒料。冷剪切工艺流程华夏资料不需要加热,生产率高,劳动条件好且毛坯料段质量好,但这种下料办法剪切力大,下料设备吨位大。现在行业界较少选用此类下料办法。用于套圈毛坯下料,多用于滚子、钢球等分量较小的零件下料。
在车床上用堵截刀将钢材堵截的下料办法为车切下料。车切下料用于直径较大的退火轴承钢,下料时钢材不需要加热,料段长度尺度精确,端面平坦且斜度较小。跟着车加工设备开展,车切下料的高效率优势越发明显,因此近年来的开展速度快。因为堵截刀具有必定的厚度,会形成较多的资料糟蹋,许多车工厂专门针对套圈车削下料开发了专用堵截刀以下降资料损耗。
钢在低温区域有一个脆性区,在此温度规模内,钢的塑性急剧下降,强度急剧升高,使用钢的蓝脆现象。在钢材外径划口发生应力会集而折断的办法称为蓝脆折断下料,称为“蓝脆”的原因是断口氧化出现蓝色。
蓝脆折断下料的长处是下料模具简略,寿命长;料段端面平坦,质量好;料段分量差错较小;生产率高,并能从料段断口上鉴别出原资料内部所发生的中心疏松等低倍缺陷。缺陷是棒料折断前要先选用车床切出“V”口以发生应力会集,较为费工时,并要求棒料平直以确保断口平坦性和分量差错,别的,若整根钢材加热温度不均,也会影响断口质量。现在使用削减。
钢材不同,蓝脆温度规模也不同,GCr15钢的蓝脆温度为280~330℃。同一种钢材,只有当原资料是铸造(或热轧)安排状况时,其蓝脆现象才清楚明了。当GCr15钢材的硬度小于300HBW时,钢材常常发生压弯、压塌、压不断等现象,即便将划口加深,进步或下降加热温度,折断质量仍不安稳。
锯切下料是指选用锯床切测的下料办法,常见锯床包括圆盘锯、弓锯和带锯。与车切下料类似,锯切下料适用于退火状况的轴承钢,钢材无须加热,切的料段长度尺度比较准;与车切不同的是锯切下料的生产率很低,但锯缝较窄,一般只适用于单件或小批的大直径原资料下料。近年来,高速圆锯切在大型,特大型套圈下猜中使用较为广泛。
[声明]本文来自于网络,由轧机轴承收拾发布,版权归于本来的作者一切。转载请标示清晰来历,如有侵权,请联络咱们删去。
声明:本文由入驻搜狐大众渠道的作者编撰,除搜狐官方账号外,观念仅代表作者自己,不代表搜狐态度。
 联系我们
下载淘金网
总部地址:江阴市澄江镇东定路65号
联系我们
下载淘金网
总部地址:江阴市澄江镇东定路65号

